Spillage offers a new pin end clamp which is shown down below
in the section on clamping.
 |
The tool, as received consists of 4 parts: An arbor machined of Aluminum
that is mounted to a Taig drill chuck arbor, A Shell endmill of 1.25"
diameter, an allen hex key and a tommy bar. This costs $98.95 with a quality
US made shellmill. Cheap chinese ones are available for less from most import
tool supplers. |
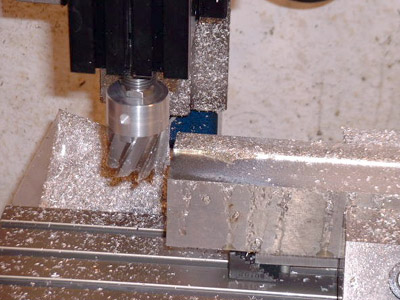 |
Mounting the Shellmill Arbor to the Spindle was straightforward, simply
insert the arbor through the mill spindle and tighten the nut on the drawbar.
The Shellmill is locked onto the arbor by a socket head screw. Two keys
machined into the arbor prevent the shellmill from rotating. Frankly at
this point I was a little scared, as I haven't ever used a cutter this
big before on the Taig.
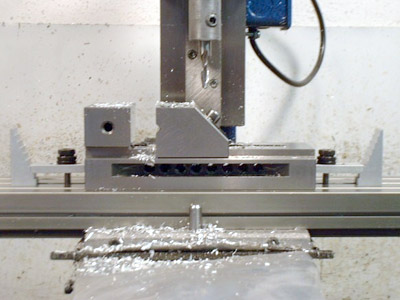
I decided that I should try and destroy the thing. Spillage recommends
a cut of .040" max, so I took a .050" deep cut, .75" wide
in Aluminum. It was very noisy. The cutter has 8 flutes, and at 2000 rpm
it really "sang". I found it best to put on ear protection and.
I found it cut much better at a higher rpm than lower. The cutter lived,
and the work didn't destruct, and I was able to remove stock as fast as
I could turn the crank. There was no resistance when turning the crank
- it was removing material at an incredible rate. The surface finish wasn't
that nice, due to the extremely deep cut I took - as well as the fact
that I was using an inferior chinese cutter (I like to be handicapped
in a test).
|
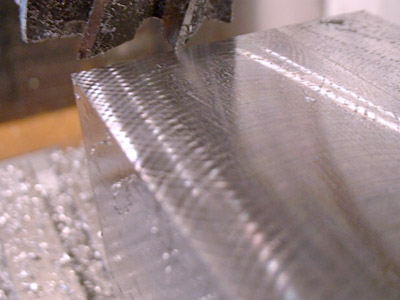 |
Well I decided to see what sort of surface finish I could expect with
a sane cut. With a .025 deep cut, I got a nice "flycut" surface,
a little heavy but quite smooth. Again I could remove stock as fast as I
could turn the handle. |
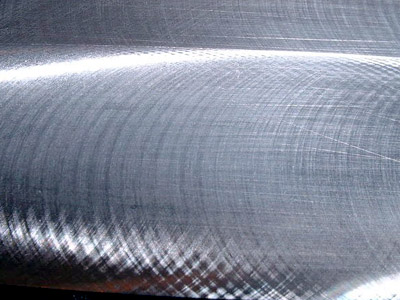 |
I then went for the ultimate finish cut, .005 deep. This yielded a beautiful,
vibration free, smooth and shiny surface. |
 |
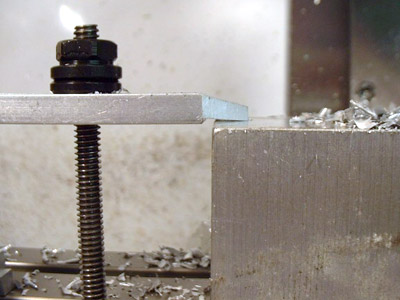
A test I have done using it like a conventional endmill in the edge of
3/8" stock. I did this largely because I was too lazy to remove it
from the spindle and put in a 3/8" endmill. The depth of cut was .120,
but was at an angle so the tool only loads up for a second. The shellmill
handled it like a champ! Just ate right through that corner. |
 |
I then repeated this test on a piece of mild steel bar (that already had
the scale removed - I didn't want to destroy the cutter with abrasive scale).
A .020 deep cut yielded a nice flycut surface, and thousands of threadlike
metal chips that clung to me. I didn't want to try taking a heavy cut on
the steel as I felt I would be pushing my luck. |
 |
So would I buy one? I certainly would, especially if I surfaced large
pieces frequently (which I do)! Frankly the price is a little high, about
5 times that of a flycutter, but in terms of time saved when surfacing
large pieces of stock the investment could be recouped quickly. About
half the cost is that of the shellmill itself - US made cutters don't
come cheap. I really liked the speed of metal removal. I now have a small
hill of chips under my mill thanks to this tool. Even though the cuts
are light, with each full pass, at .020 depth on a 4" long piece,
you are removing .3 cubic inches as fast as you can turn the crank. The
tool is available for less with no cutter at all in case you have one
kicking around your shop already. Spillage offers a contact with their
tool grinding service, with an initial discount on regrinding the shell
mill, so that you can extend the life of the tool many times over that
of a throwaway endmill. I used this tool on a job I was doing for a customer,
and it saved me time and effort - what better praise is there?
<----Notice the pile of chips!
|
 |
The clamping kit, as received, consists of a pair of short and a pair
of long strap clamps, 2 nuts, 2 step blocks, 4 pairs of studs of different
lengths, two nuts with mating spherical washers, one pair of coupling nuts
to make longer studs if needed. |
 |
Technically the kit is flawless, and well thought out. The clamps have
a notch on one end to engage the step block steps (and will work with commercial
step blocks) and the nose is undercut so that even with sligh misalignment
the clamp will always contact nose first. The last thread on the nuts is
peened so that you won't screw the stud into the table and break the t-slot
out. The spherical nuts and washers also help with any misalignment in clamping. |
 |
In use I was able to take a 1/4" wide by 1/4" deep cut in aluminum
in one pass with the work held rigidly by the clamps. It was a snap to mount
the clamps and adjust them to the height of the work. |
 |
One reason to buy clamps is so that one can mount an aftermarket toolmakers
screwless vise to the table, and the Spillage set performed well in this
task, although the height of the step blocks would be a problem if mounting
on the side of the vise - using commercial step blocks or simple packing
would avoid the interference the step blocks would cause. |
 |
The only drawback to this set of clamps is the cost - $84.50 for the set,
which is a lot to spend on tooling for your new mill (we all find out that
the cost of any machine tool pales in comparison to the cost of tooling...)
Luckily for those of us that do things on the cheap, Spillage sells individual
components of the set, the strap clamps are only $6.50 and $9.75 each in
the 2" and 3" lengths, so it would be easy to tool up quickly
with their clamps. (see their Spare
parts List) They also offer heavy and light duty versions of these clamps.
If I were just starting out I would certainly buy a few of these clamps,
of the entire set, to get me going. |
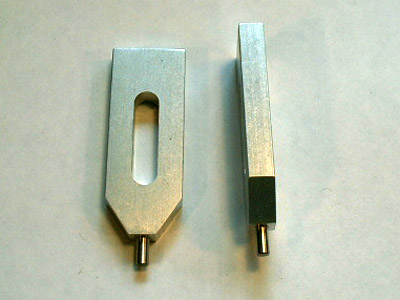 |
Spillage now sells clamps with pin ends
They will be sold in pairs:
P/N: CK025A-K07 RRP: $13.00
"Pin Fingers" for use with existing Clamp Kit components... they have
a 1/8" diameter Stainless Steel pin protruding 1/4" from the nose... This
can be used to clamp hollow cylindrical parts, parts with existing holes
in the sides, or blocks of stock with appropriate holes drilled in the
side... This gives clear access to all of the upper face of the part being
worked...
|
 |
They are very useful for holding parts with no other method for clamping
- you can even drill a small hole in the side of an otherwise impossible
part and clamp it securely. |