Well I have finally had time to play with Jim Lewis' FROG CNC powerfeed for the Taig. He kindly sent me one to review and here it is!
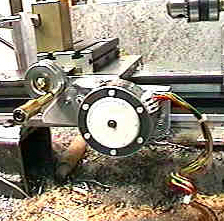
The unit consists of a small magnet which gets attached to the pulley, a sensor which is mounted to read when the magnet passes, a keypad, and a stepper motor unit which replaces the handwheel on the Taig carriage, and a "wallwart" dc power supply. All hardware needed to mount it on a standard Taig is included, as is a good manual showing the uses and commands.
I had to work around a number of mods I've done to my Taig in order to mount the FROG, but it took only about 15 minutes once I figured out what I was going to do. You do have to set the backlash of your rack and pinion to be minimal, so I have a small concern that over time it will cause wear, but as people know, replacement parts are quite inexpensive. The instructions go into detail about setting backlash, and testing the initial setup.
Here are a few pictures I took of the FROG unit:
There are two main modes in using the FROG, powerfeed and threading. As a powerfeed
the unit is amazing. You can specify the zero point of the end of the work,
your feed rate, and then set up a canned cycle to reduce diameter. Hit "Run"
on the keypad, and the unit will feed at the cut rate and then retract at the
rapid traverse speed (not sure you can set that). You set the unit to retract
beyond the end of the work so that as it starts feeding in again, you can move
the crosslide in for the next cut. Makes reducing large diameters much easier!
I found that I could then reduce the feed rate and get an excellent finish on
the work. Because you set the infeed length, you are guaranteed that you cut
the same length every time. Using a dial indicator I found that after 20 or
so iterations there was very little positional variance, maybe less than .001"
So you can cut up to a shoulder without that sickening chatter dragging the
cutter into the work as so often happens. There is a "HALT" button
in case you make a mistake, or when you want to reprogram the cycle. The cut
distance is entered in "mils", a mil equals .001, so for a 1/2"
feed you enter "500 Cut", to move the carriage 1/4" beyond the
end of the workpiece you enter "-250 GO"
You can use the buttons on the keypad as well for power feed, double-arrow buttons
for fast movement back and forth, and single-arrow buttons for cutting at the
selected feed rate. This takes a bit of getting used to, but is much smoother
than using the handwheel. You can also enter into "single-step" mode
where the stepper moves the carriage a single step each time the button is pressed.
This is great when you need to go exactly to a certain spot.
The threading mode is a godsend for those Taig users who need to cut small
custom threads. You turn the stock to the required diameter, look up the infeed
for the thread pitch you are cutting, align the threading tool perpendicular
to the work, tell the FROG what pitch to use (default is 32 tpi) length of cut,
and start threading. The magnet on the pulley tells the unit where to start
the thread each time, so you can start and stop the spindle without having to
realign everything. It is actually quicker than using a larger lathe with a
thread dial (those who have one know that there is sometimes a bit of waiting
involved). I have cut two threads so far, a 32 pitch, and a 40 pitch (#4-40
screw). The tool feeds in the set length and stops, cutting a small groove at
the end (a quick fellow could hand retract the tool at the last thread, but
I can't even do this on my large slow lathes). You retract the tool, tell the
FROG to go to the start again (actually 1/4" from the end so the FROG can
sync to the spindle) and feed the tool in another .001/.002, the same as on
a large lathe. Keep going until you have fed the tool in enough times to generate
the thread.
The only limitation of the thread system is that at the slowest pulley setting
for the Taig (500rpm), the unit can only do 32 tpi and above. Some users have
generated, I believe, down to 18 tpi. with a VS motor on the Taig, but I think
the unit can't do a coarser thread than that. I will be mounting a VS motor
on my lathe soon to test this. So while you may not be cutting a 10 tpi acme
thread with the unit, you can make photographic/ microscopic adapters, odd gun
and watch screws, etc. I did find that the 3 jaw chuck is not ideal for this
operation as you never want there to be any possibility of the work shifting
in the chuck, as sometimes happens with the Taig 3 jaw chuck.
My only concerns about the unit are that the wiring is relatively open to chips, and the unit may get quite oily in use. I will give a "durability update" after I've used it for about 6 months so we can see if there are any problems with sustained use. You also, due to the lack of clearance between rack and pinion, have keep the rack well oiled and free of chips.
The unit is priced at a reasonable $199.95, which is competitive with the price for Sherline's threading attachment for their lathes, with the additional benefit of having an excellent powerfeed. As a powerfeed alone, you could probably cobble up something for less, but not with the same ease of use.
April 2001 Update: I have been using the FROG for several months now, and abusing it, without getting it to break, so I am very happy with it's reliability. I thought that I would find it got in the way, but actually prefer it now to manual positioning of the carriage.
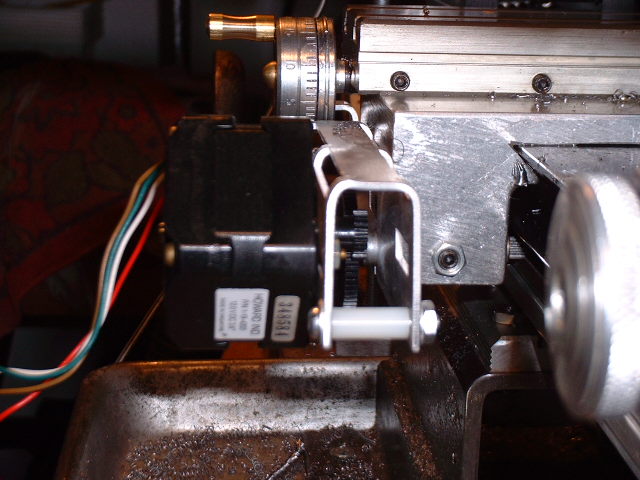
September 2001 Update: Jim has changed the product significantly, and I will be reviewing the changes soon.
Here are new pictures of the updated motor and motor mount. I don't see any differences in performance yet. The motor mount is simple to bend (supplied as a flat stamping) but take care you do it correctly.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}