The Taig Lathe
Nick Carter's Taig Lathe and Milling Machine Pages
Welcome to my pages devoted to the Taig Lathe and
Taig Milling Machines!
I have been using Taig equipment in
my own shop for over fourteen years and I am an enthusiastic fan of the
Taig
Lathe and Milling Machines (both the manual and CNC versions), their
economy, capability and over all style. The Taig Micro Lathe and Taig
Micro Mill are especially good if you are a novice to metalworking, and
seek to learn the basics without a large investment of money and space.
These pages are a useful resource for all Taig Lathe and Milling
Machine users, with technical support, project ideas, articles,
pictures and links to all pages on the internet.
Updated March 1st, 2024
Table of Contents
Articles on the Taig Lathe:
- Assembling the Taig Lathe Kit
K1019, Latest Version (March 21st, 2012)
- Assembling
and Lapping the Taig Lathe Kit K1019 Old Version (February
28th, 2005)
- First
year with a Taig Lathe I wrote an article after my
first year with the Taig detailing all the changes and improvements I
made in my first year of ownership.
- Motor
Suppliers Here are some places to get cheap motors
for the Taig lathe (February 24th, 2003)
- Took
your 3 Jaw Chuck apart for cleaning and now you can't get it back
together? (October 2nd, 2003)
- Truing
work in the 1030 4 jaw independent chuck. (April
13th, 2004)
- Making a
Universal Expanding Ring Mandrel from the 1132 blank arbor. (July
7th, 2005)
- Making a
Replacement Dishwasher Basket Wheel on the Taig
Lathe (January 14th, 2006)
- Keith
Brooke's "A Thread Cutting Attachment for the Taig Lathe"
(January 30th, 2006)
- Modifying the
#1190 Steady Rest to Use Ball Bearings. (June 6th,
2006)
- Three
Methods of Aligning the Taig Tailstock (September
21st, 2006)
- Turning
Between Centers on the Taig Lathe. (September
21st, 2006)
- The Taig
Toolbit Set, examples of use with notes. (November
9th, 2006)
- An
Auxilliary Dead Center for the Taig Lathe, By Keith
Brooke (January 8th, 2007)
- Zero
Adjustable Dials with Rotating Handles for the Taig Lathe,
By Keith Brooke (January
8th, 2007)
- Cross-Slide
Table Modifications, By Keith Brooke (October
21st, 2007)
- Making a
Replacement Breech Bolt Screw for a Crosman 150 CO2 Pistol
(November 17th, 2007)
- An Index Plate for the Taig Lathe,
By Keith Brooke (March 1st, 2008)
- Making Plastic Front Aperture Sight
Inserts on the Taig Lathe (March 1st, 2008)
- Making
a Barrel Band/Pivot Plug for a Custom Crosman 1377 Pistol (March
30th, 2008)
- Rob
Kuhlman's Taig Lathe Jackshaft (April 2nd, 2009)
- Keith Brooke's PDF on Sharpening Toolbits
(843K)(May 21st , 2009)
- A
look at the Prototype Taig Power Feed. Now
available as either a new lathe or retrofit kit, see the price list.
(December 18th, 2009)
- Keith Brooke's PDF on
his method of "Free Hand Turning on the Taig Lathe"
(January
7th, 2010)
- Use
of the 1210 Radius Turner (May 5th, 2010)
- Using
the Taig Lathe as a Cutoff Saw (October 26th, 2010)
- Cue
Lathe FAQ (March 28th, 2011)
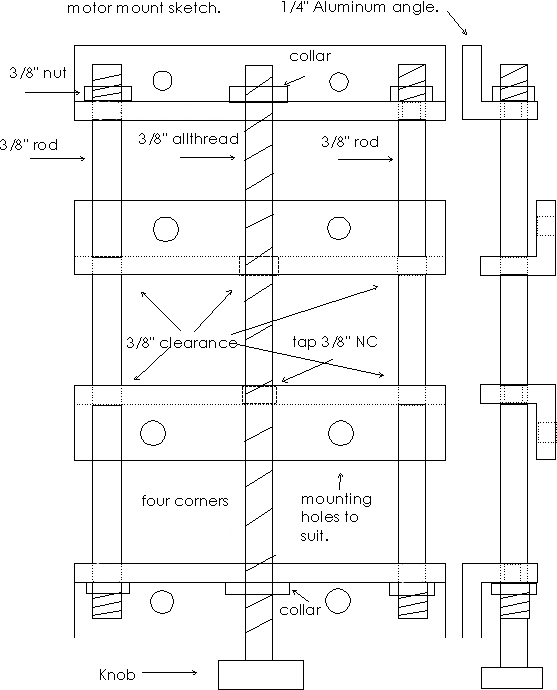
- 10 Minute Motor Mount
(March 15th, 2012)
- An
Analysis of Various Taig Lathe Motor Drives by
Keith Brooke (March 21st, 2012)
- Using the 1022 Motor Mount to
mount the 1021W motor to the 1023 mounting board. (March 21st, 2012)
- Kim Toll's Plans for a Dividing Head
for the Taig Lathe (.pdf) (March 20th, 2013)
Articles on the Taig Manual and CNC Milling Machines:
- Some
notes and pictures about setting up the Taig Milling Machine (July
1st, 2003)
- Some
notes and pictures about setting up the Taig Milling Machine V2 (February
13th, 2006)
- Your ER
Collet Nut is OK The little ring inside the ER collet nut is
supposed to be eccentric. (September 19, 2013)
- About
the CNC Stepper Motor Mounts (April 29th, 2004)
- Greg
Miller sent this photographic article on adjusting the backlash in the
Taig CNC Mill nuts. (December 1st, 2004)
- Faking
a 4th axis on your 3 axis Taig CNC mill (June
8th, 2004)
- Some
notes on my mill coolant system Frankenstein
himself couldn't have put together a better system! (May
29th, 2003)
- An
improved motor mount for the Taig milling machine.
(July 27th, 2005)
- Some
pictures and notes on The new ER spindle and new
headstock housing (August 23rd, 2005)
- A
Magnetic Spindle Stop for the ER16 Taig Milling Machine Spindle.
(February 15th, 2005)
- 3D
Toolpath Milling with the Taig CNC Milling Machine (March
10th, 2006)
- Tom
Benedict Builds a Relay Box for His Taig CNC Mill (March
23rd, 2006)
- A
Sherline Rotary Table to Taig Milling Machine Right Angle Adapter
(April 8th, 2006)
- A
Dado Jig for the Router (May 18th, 2006)
- Modifying
a Taig handcrank to mount on a stepper shaft. (May 18th, 2006)
- Some
Notes on Belt Alignment on the Taig Milling Machine (January
24th, 2007)
- Greg Miller shows how to disassemble
the Taig Milling Machine leadscrew bearing assembly. (March 30th, 2007)
- The
Involute Curve, Drafting a Gear in CAD and Applications
(April 27th , 2007)
- Experiments
in Machining Jewelry on the Taig CNC Milling Machine (June
12th, 2007)
- Making
Model Engine Flywheels on a CNC Milling Machine
(July 23rd, 2007)
- Digitizing
Kanji for Milling (September 1st, 2007)
- Extending
the Taig Y Axis, By Thomas Burgin. (April 22nd,
2008)
- Making
a Dial Travel Indicator Mount for my 10K South Bend Lathe [I
used my Taig mill] (January 17th, 2009)
- Cutting
Steps in the Taig Vise Jaws (April 2nd, 2009)
- Keith Brooke's PDF on Making a Boring Head
for the Taig Mill (5.52MB)(May 21st , 2009)
- The
Taig 2035ER boring Head (October 20th,
2009)
- Taig
Mill X Axis Travel Stops (April 1st,
2010)
- An Adapter Plate that
allows the use of a manual handcrank with the Sherline CNC ready rotary
table. (Or any Nema23 mount...) (August 23rd, 2011)
- On Countersinking by Keith Brooke (April 18th, 2014)
- Tuning The Toolmaker's Screwless Vise by
Keith Brooke (April 18th, 2014)
- Greg Miller's pictures of the y-axis mill extension as html page. (January 18th, 2018)
Tips on the Taig Lathe and Milling Machines and
Accessory Drawings:
Taig User Web Page
Links
New Sites Start Here
- Jose Rodriguez
(Dead Link) has a site that keeps growing and growing, truly a master of small shop
equipment!
I also have a number of his articles here: Jose
Rodriguez
- Bob Urso has a
website of his miniature firearms, most are made with the help of Taig
equipment.
- Alan Pinkus (Dead Link) now
has a page about his Taig
- Jim Eckman (Dead Link) has
a webpage about his Taig.
- Trever Talbert
(Dead Link) has pages on his methods of pipe making with the Taig lathe.
- Tony Jeffree
has written some of the best "how-to" articles on making accessories
for the Taig, appearing in "Model Engineer's Workshop" and "Projects in
Metal" magazines. On his page are articles on a "Comprehensive set of
dividing accessories for use with the Peatol/Taig lathe and mill", "An
earlier and simpler dividing head for the Peatol/Taig micro lathe", and
"A Leadscrew for the Peatol/Taig lathe".
- Steven Noll (Wayback) has a great
page on his glassblowing lathe made out of Taig parts. (Wayback machine link, his site now seems dead)
- Al
Schoepp uses Gecko drivers on his CNC mill
- Rainnea Graphics
has a great site on their Taig CNC conversions.
- Steve Blackmore's Taig Mill (Dead Link) His
CNC mill in the UK.
- Tyler Lane Pipes has
pictures of his shop, with Taig.
- Peter Homann
has just started his informative Australian Taig site. He also sells an
upgrade board for the Taig CNC Mill
- JAGWAL (Dead Link) (Just a
Guy with a Lathe) uses a Taig for his pipes.
- Vlad Krupin's
(Dead Link) Taig Lathe page (also see his blog)
- James Steven's (Dead Link) Company
is Creative Modeling and Prototyping, and they use a Taig mill.
- Sheldon Stokes has
a page about his CNC driver box. See also: pictures and movies of the Taig , and
home alignment tools
- Ron Thompson
has a site up about his CNC work (he will be adding Taig stuff soon I
hope)
- Wil Heitritter has some
good pictures of his Taig mill and projects
- Fred Wilder's friend, Fast Karl the
Robot's pages (Dead Link) (Fast Karl was made with the Taig!)
- "Team Tier" uses a Taig mill for
their robots.
- M.R. Field's Model Car
scratchbuilding w/ Taig lathe pictures (Dead Link) (I just came
across it using Google, I think it's Martin Field? he has 2 pics in the
Pictures section.)
- Paul Breed's page on
cutting balsa wing spars with the Taig mill.
- Michael Martin
used a Taig to make parts for his locomotive.
- Steve's Pipe Smoking Page
(Dead Link) has many pictures of his Taig lathe making pipes and his Taig lathe CNC
conversion.
- Pancerney Custom Cues (Dead Link) has
a picture of his Taig CNC mill used on cutting cue inlays.
- Per Tidemann's Taig Lathe pages
(Dead Link) He uses his Taig for his wireless R/C video hobby.(check out his pages
on that subject too!)
- Amateurrocket.net
(Dead Link) uses an old Taig lathe.
- Frankie Flood's Pizza Cutters made
with a Taig lathe.(also
on the pictures
page) He now has a blog.
- Alex Holden's Taig Milling Machine Pictures (Dead Link)
- Chris Abbott's Model Railroad blog
- Dan Kautz's Hobbyists Machine Shop
- (Dead Link) New pages on the Taig CNC Mill
- GarE
Maxton prototyped very cool puzzles on his Taig.
- Peter Tucker (Dead Link) makes
whole miniature rooms with the aid of his Taig lathe and milling
machine
- Miche Meizner makes her
fine jewelry with the aid of a Taig lathe.
- Glenn
Greico at the Ship Model Shop (Dead Link) of the Nautical
Archaeology Program Texas A&M uses a Taig CNC milling machine. (see his homepage here with more stuff)
- Jim Lewis has a new
page up on his Taig Lathe Mods.
- Mike Estee has a
photoset on Flickr showing his portable disco ball built with the aid
of a Taig mill. (also see "Studio Pr0n")
- Aaron Toney (Dead Link) has a page
on his Taig lathe.
- Ron Cole (Dead Link) bought
a Taig CNC mill to build molds for his model caboose line.
- Peter Jensen
makes these Nixie Tube Clocks with his Taig.
- Greg McFadden
has Taig Mill reports on his blog.
- Zsolt Szekely makes
rings with his Taig lathe.
- Carbotron (Dead Link) just bought a
Taig mill to make Carbon Fiber Molds.
- Rob Tukham (Dead Link) does
beautiful miniture turnings with his Taig lathe.
- Ballbots (Dead Link) converted a
Harbor Freight Gear drive mini mill to Taig belt drive.
- Kyle Weems' Yo-yos, prototyping
done on the Taig
- Forrest Atkinson (Dead Link) has
videos of his projects on YouTube.
- Jenaro Rodriguez has a
blog about his adventures with the Taig lathe.
- Ken Kelley (Dead Link) has tons of
pictures (KMG folders) of his building a belt grinder with the Taig
mill and lathe
- Brickarms just bought a
Taig mill for mold prototypes of their aftermarket Lego weapons.
- Chris Ghent (Dead Link) makes his
concertinas with the help of his Taig.
- Steve Ciciora's (Dead Link) Solder
Dispenser and Pick and Place with the Taig
- New Rail Models (Dead Link) uses a
Taig for making prototype injection molds, also see this fascinating forum thread.
- Jeremy Fix (Dead Link) uses his
Taig for control knobs and such on his amplifiers and radios
- Dean Williams has a
great page on his Taig lathe and mill and various projects.
- J.R. Bentley
has a great set of pages on his models and his beautiful Taig Lathe
with which he made the models.
He has a new set of pages up here as well
with his more recent projects.
- John
Bear Ross has a page about using his Taig CNC mill
to prototype his wargaming miniatures
- Niels Jalling (Dead Link) has a new
page up about his Taig/Peatol lathe which he uses for his excellent
miniture work.
- David Robertson (Dead Link) has a
page up on converting a Taig Mill to variable speed
- Eugene Sargent's
(Dead Link) Orrery, made with a Taig CNC mill. Amazing!
- Peter
Zicha's Taig Youtube Videos
- BlMartech's
Taig Youtube Videos
- NJM
Solutions (Dead Link) uses a Taig for their design and
prototype work.
- Johnny's Taig Lathe (Dead Link)
- Frets on the Net
uses a Taig Mill for their awesome custom guitar parts.
- Del
Ogren's homepage
- Matt Shumaker's E-bike project built
with his Taig Mills
- "Luke Vader" Flickr Set of
his
Taig Lathe
- Matt Wellhouser just got
a Taig to work on his models.
- Michael Guslick has a
blog now, some of his posts show his Taig projects. He also runs a paintball gun business.
- Patrick O'Keefe's Blog has Taig
projects.
- Dennis Schissler's blog shows
his awesome digital clock built with the help of the Taig CNC mill.
- Wei
Terk Mok's CNC page shows off his Taig
modifications, also check out the jewelry he makes
with the mill.
- Precision Workshop has
a nice
picture of a heavily modified taig lathe.
- Ken
Ferrell,
(Dead Link) Woodchuck Tools, sells woodturning tools made on his Taig mill.
- John Devost's (Dead Link) puzzles and pens for sale.
- Athena Inlay (Dead Link) just got a Taig CNC
mill.
- Adam
Collins started a blog about his adventures
with a Taig Mill.
- Andy
Rawson has a blog about robotics and his Taig Mill.
- Inform Lightworks uses
a Taig for prototyping
- Sonny Monicou's (Dead Link) Blog
has many posts about his Taig mill
- Bob Smith (Dead Link) makes many
different products for sale on his Taig Mill
- Des Bromilow's Blog
often has ietms of Taig interest.
- Lewis Hein's (Dead Link) Taig and
Machining Pages.
- ZenToolworks Forum post by Sparky (Dead Link) Inexpensive
Taig Based 4th Axis.
- Leon
Heller's Taig Lathe Page (Dead Link)
- Rob Hopeless' Blog with
many Taig mill projects.
- David Underwood's Taig
Mill and Home Shop Machining pages.
- Ed Miller's Taig Lathe Modifications,
including a duplicator modification.
- Matthew
Baker's CNC
Router with Taig Z-axis modification.
- D.M.
Pipes (Dead Link) Pipemaking tutorial using the Taig lathe
- Megatastic
Funatorium, (Dead Link) many projects made using a Taig mill.
- Metaltronics uses a Taig headstock
as a mill 4th axis to make gears.
- Technitoys
Taig Lathe Page.
- Justin Young (Dead Link) uses a Taig Lathe
in his woodwind instrument repair business.
- Anni
Shades (Dead Link) uses
a Taig mill to make wooden eyewear (see this youtube video).
- Chalupy
Acres Blog uses a Taig lathe.
- Ben Katz used found Taig parts to make a cool metal lathe.
- The Roller Coaster Project uses a Taig CNC Mill.
- Brian Huffaker powered his Taig lathe with a foot treadle.
- John Wall's (Dead Link) Photobucket and Flikr accounts have many pictures of his A10C Warthog cockpit that used the Taig mill extensively (50 pcbs, 30 panels, etc)
- Spencer Stromberg uses a Taig cnc mill every day for my side business cutting plastic house numbers.
- Douglas Jones projects with the Taig lathe
- 3D Printed Taig Lathe Threading Attachment on Thingiverse by "shane77m"
- Lewis Balentine's Taig Microlathe II drawings and projects.
- Andy Vickers Taig related blog posts, especially his limit switch post!
If you have created a page that has anything to do with the Taig Lathe
or Mill, don't be shy,
let me know! Dead Links may be found on the Wayback Machine.
- Taig
Tools Your source for official
Taig information. Their CNC Division is Microproto.
- Taig has a new website
showing how they make some of their parts as well as
details on their new powerfeed design.
- Video
on Youtube from Taig Tools showing adjustments and setup as
well as some products in development.
- Taigtools groups.io,
now that Yahoo is limiting their yahoogroups and deleting old files, we
have moved the yahoogroup to groups.io A mailing list dedicated to
the Taig.
- Peatol
Need to buy a Taig lathe in the UK and Europe? The Taig is sold as the
"Peatol" there. For the CNC mills, try the Model Engineer's Digital Workshop.
- The
Taig Lathe Tony Jeffree's Taig Lathe Book, New Edition, for 2020! Available in softback or for Kindle (Amazon link).
- Supertech is
the company that produces the Supercam software used on the Taig CNC
mills. They have a series of web pages on their CNC conversions of the
Taig and other machine tools as well.
- Lee Valley Tools
Have a beautiful two page spread of the Taig in their latest catalog.
They manufacture wood turning rests and spur centers for the Taig in
their own shop. If you are thinking of freehand woodturning on the
Taig, give their products a shot - or at least see how theirs are made
before you make your own.
- Carter
Index Plate Kits. I am now offering an index plate
kit for the Taig.
- W.M.
Berg sells 3M series belts
(which are the series used on the Taig) in a variety of lengths from
180mm to 750mm, as well as bearings, gears and other precision
mechanical components. They do have a minimum order of $50, so you
can't just buy one belt, but you'll find something else in their
catalog to fill out the order.
- OMW
Metalcrafts sells a nifty ball turning tool
(among other products) which will work on the Taig and other small
lathes.
- KENBO
is the company run by my good friend Kent Rudisill, who makes a line of
quick change toolposts for the Taig, 6" Atlas and other small lathes,
as well as doing general machining jobs in his incredibly well
outfitted shop. He is always interested in taking on work, no matter
how small or large. Also see:
- The Kenbo
Dremel Holder made by Kenbo. (February 22nd,
2010)
- Cue man cue
turning lathes which are made from Taig parts - if you want cue lathe
parts, buy them from him.
- Divisionmaster
is Tony Jeffree's excellent CNC indexing system for constructing your
own dividing fixture.
- The
Taig Lathe A new book by Tony Jeffree available
through me in the U.S. and Canada.
- Fisher
Machine makes a 1/4" shank edge finder suitable for
the Taig milling machine.
- CNC Zone has a
forum for the Taig CNC Mill
- Andrew Werby's Computersculpture.com
is an excellent site selling advanced CAD/CAM software and CNC
machines.
- Peter Homann Designs
sells an upgrade board for the Taig CNC mill controller that has a
bunch of advanced features.
- EZ-Tram sells
the "NanoTram" tool for tramming in the Taig and Sherline milling
machines, as well as other useful products.
- High Tech Systems LLC
makes a tooling plate for the Taig Milling machine and other small
machine accessories
- Beall
sells a collet chuck that can be adapted to the Taig Lathe.
- Deepgroove
Steppers and Taig dealer.
- New England Brass and Tool offers
a Bison 3/4"-16 chuck that should fit the Taig.
Aftermarket Taig
Accssories and Related Machine Shop Products I Sell
In an attempt to fill some gaps in the small machine supply
market, as well as showcase items made in the USA by small
manufacturers I have started selling the items below. I have personally
tested all items and stand behind them 100%.
Product Reviews:
- FROG
I have finished reviewing the FROG x-axis CNC powerfeed/threading unit
for the Taig (Updated October 3rd, 2001) Sadly FROG is out of business.
- KENBO
Here's a review of the KENBO quick change toolpost for the Taig
- SPILLAGE
Spillage International makes many accessories (shell mill, clamping kit
and grid plate, etc.) for the Taig and MaxNC Milling machines. Here are
my experiences with their tools
- KNAELL-MINIMECH
A review of the innovative Knaell (Minimech) threading accessory for
the Taig (February 21st, 2002)
- Jim
Shaulis Quick Change Toolpost A well made quick
change toolpost for the Taig (Oct. 27th, 2003)
- The
Divisionmaster A stand alone CNC rotary indexing
attachment, made by Tony Jeffree (Nov. 4th, 2003)
- Robitek
makes clamping kits, nuts and wrenches for the Taig
milling machine, Here is a review of their clamping kit. (January 26th,
2005)
- The
A2Z CNC Endmill Holder a screw on endmill holder
for the Taig milling machine (April 8th, 2005)
- High
Tech Systems LLC Taig Milling Machine Tooling Plate a
tooling plate sub table for the Taig Milling Machine (May 3rd, 2005)
They Have Changed the Design since the Review.
- The
Beall Tool Company Collet Chuck an ER32 collet
chuck for the Taig and other lathes. (May 29th, 2005)
- LittleMachineShop.com
has a number of interesting accessories which work with
the Taig lathe and milling machine. (July 6th,
2005)
- TS
Engineering's Modular Vise for the Taig Milling
Machine. An excellent and useful workholding solution. (July 27th,
2005)
- Review
of the TurboTaig Step and Direction Upgrade Board Peter
Homann's Upgrade Board for older Taig controllers (March 10th, 2006)
- Tom Benedict
Reviews the TurboTaig Step and Direction Upgrade Board (March
23rd, 2006)
- LittleMachineShop.com
Knurling Tool Review (April 28th, 2006)
- Review of
the Nanotram for the Taig Milling Machine (May
5th, 2006)
Book Reviews:
- The
Taig Lathe A guidebook by Tony Jeffree available
through me. Every Taig Lathe owner should read it!
- Machine
Shop Trade Secrets is a great new book full of
helpful shop tips. (January 30th, 2005)
- Machine
Shop Essentials: Questions and Answers, 2nd Edition is
a basic text on machine shop operations. (June 9th, 2008)
- CNC
Programming Handbook is an excellent and detailed
book about programming CNC machine tools. (February 21st, 2005)
- Machinery's
Handbook is the "bible" of the metalworking
industry, here is my review. (March 2nd, 2005)
- Welding
Fabrication and Repair: Questions and Answers, a
good welding and fabrication book. (March 9th, 2005)
- Setup Reduction Through Effective
Workholding, an advanced jig
and fixture design book (April 8th, 2005)
- Make
magazine, a new DIY magazine that straddles the
mechanical and digital worlds. (April 8th, 2005)
- Welding
Essentials: Questions and Answers, an excellent
welding textbook. (April 8th, 2005)
- Easy
CNC, A Beginner's Guide to CNC, programming a CNC
benchtop mill, made easy. (October 1st, 2005)
- CNC Cookbook,
a good text on designing and building your own CNC system.
(July 1st, 2009)
- Machine Shop
Know-How and Welding Know-How, the latest books by Frank
Marlow. (July 2nd, 2012)
Want a product or book reviewed? Email me.
Other Manufacturers
Lathes, General Lathe Information
- Levin makes
some of the best and most accurate small lathes available today, if you
can afford them!
- Myford,
the Cadillac of home shop lathes.
- Tony
Griffiths maintains a web site with information
about many different types of metal lathes, well worth looking at if
one is shopping for a new or used lathe
- Mini-Lathe.com
has tons of info on the 7x10 /12/xx series of imported lathes.
- Logan
Actuator has information and parts for Logan
lathes, as well as a useful tips section.
- Cowells
Small Machine Tools
CNC, CAD, CAM Links
Instruction and Information
- CAD CAM EDM DRO
Yahoogroup, if you have an interest in CNC machines, subscribe to the
list!
- Linux
CNC resources
- This is a good page
on the G2 and G3 G-codes "The Dreaded G2 and G3"
- Control of Stepper Motors Tutorial
- Tauseef's CNC Machining and R/C
Helicopter Pages. This is the best set of pages on
a beginner starting out with home shop CNC, learning and sharing what
he's learned. There are so many great pages on his site I can't believe
it. You must visit his pages!
- Majosoft
has a good set of pages on making a CNC
engraving machine, also some software.
- Parallel Port Interfacing made Easy.
A great little guide to the parallel port.
- MachineToolHelp.com
CNC machine tool help and advice
- Dr. Matt Frank's CNC World
(great stuff showing how to use an edge finder and find
z-zero)
- Cutter Stop Rings,
Great idea for tool presets with the new ER spindle, check out the rest
of his
site as well.
- Make plastic 3D models from CAD
designs using an automated "milling machine"
- Tips on Designing Cost Effective Machined
Parts
- David
Morrow's Benchtop CNC site, with great clocks!
- Fourth Axis' Flip Flop Wax, a
great way to fixture ring waxes! Excellent info. (also
see their inside ring engraving calculator)
- Douglas
Vogt wrote this tutorial on drawing parts (a clock
wheel) with Bentley Microstation.
- Guerrilla
guide to CNC machining, mold making, and resin casting
Software and Software Dealers
("*" means I
use the software myself, "**"
means recommended by other users, even though I don't have much
experience with it myself)
- CAD
- Rhino
is an excellent 3D NURBS surface modelling program, moderately
expensive but extremely powerful, it is what I use for all my CAD work.
*
Available also from Andrew Werby
- Blender, a free solid
modelling program **
- Delta CAD is
inexpensive and a bunch of people tell me it's great. **
- CADdepot.com
has a lot of links to various software and downloads.
- gCAD3d, free CAD
software
- Peter Eland's Free and Cheap CAD pages
- Art of Illusion open
source 3D modelling software.
- Minos free 3D CAD
- Google Sketch-Up
- Draftit
Free 2D CAD
- Solid Edge Free 2D Drafting
- Hobbing.com's Gear CAD Library
- FreeCad is a free open source CAD
program, has integrated CAM called PATH. **
- DoubleCAD
is free.
- Truespace
3D model software is free.
- Draftsight is a free CAD program
from Dassault.
- Alibre
is low cost 3D CAD
- 123D
is Autocad's free suite of 3D modelling programs.
Modelling, 3D scanning with just a digital camera.
- 3DTin
is a browser based modelling program. (Firefox, Safari and Chrome
only).
- OpenSCAD
is programming based 3D Modeller
- LibreCAD,
a free Open Source CAD application for Windows, Apple and
Linux.
- Gear Generator online SVG generator.
- Rayflectar Gear Generator (both RhinoScript and Python, scroll down to find it)
- Involute Spur Gear Builder v2.0 Open source browser spur gear utility generates .svg files
- RhinoGears is a plugin for Rhinoceros that can be
used to generate custom gears.
- KiCad Open Source PCB design software, can be used to generate .DXF files of PCBs for milling. Extremely useful software. *
- CAM and Code Creation/Editing
- Meshcam and Meshcam Art,
are great, inexpensive, programs for 3D milling, Meshcam Art also
allows easy 3D model creation from bitmaps. *,**
- MadCAM is a CAM plugin
for Rhino. I have been using MadCAM in various versions for over 10 years. Great plugin. *
- "ACEconverter" a great little DXF
to G-code Converter **
- Sheetcam is a
low cost CAM program. **
- Vectric
offers a number of programs, VCarve is
popular for Text and Image Milling and all CAM work, Cut
2D and Cut
3D are low cost CAM alternatives.**
- GenGCode is
freeware written by Mark Thomas, and provides a great conversational G
code environment. Thanks Mark! *
- Millwizard
3D CAM
- Deskam is
another low cost CAM program, They also have DeskEngrave software for
Free!
- Free Programs to Write G-Code
by Jon Elson
- Softsquad has a free
G-code editor with a lot of great features called "Codeshark Lite", as
well as other good programs.
- Discriminator CNC Editor
is another low cost program.
- Blender
CAM module.
- Simple CNC
seems to be heading to take the place of GenGCode, and the price is
cheap, anyone used it?
- G Zero Mill seems to
have a free "home" version of their conversational CAM software
- OpenCAM
freeware CAM?
- G Simple 3 Axis Free CAM
- GCAM, GNU Computer Aided
Manufacturing open source package
- CamBam freeware CAM
software
- CNCWrapper converts
linear axis G code to rotary axis G code. Looks handy!
- Gearotic
Motion generates CAD files and produces G-code for gears.
- Simple EMC Code Generators.
- Freemill
from Vectric.
FlatCAM is free PCB layout and CAM software. - Camotics CAM and Simulation. Open Source and Free.
- GrblGru Free CAM and 3D-Simulation for mills and lathes
- F-Engrave G-code generator for engraving and carving
- CAD and CAM
- FreeCad is a free open source CAD
program, has integrated CAM called PATH.
- BobCAD/CAM
Marginal CAD and relatively good CAM, I used to use it but now
use MadCam. Make sure you find a discounted price, company uses the
"used car salesman" method of sales. *
- Andrew Werby sells a
number of CAD and CAM programs including Visualmill, RhinoCam and
Deskproto at competitive prices, and a good price on Rhino. *
- IMService is a
great seller of various CAD CAM software including DeskCNC and Vector,
he has demo downloads. **
- Dolphin
is CAD and CAM, and offers a free CAD program for 2D drawings (UK
website)**
- Northland Multisoft has
some inexpensive CAD/CAM programs
- Control
- Mach 2 and 3 control software. Runs in Windows
XP/2000 and can be used with the latest Taig controller. An exceptional
program.*
- TurboCNC is a
DOS machine control program that seems to be much better than the stock
MPS2000 program. DAK
Engineering has
a lot of other fun stuff as well! *
- KCam4 An
inexpensive machine control program.
- CNC Zeus is
another control program.
- GRBL
is an open source CNC controller that runs on an Arduino.
- CAD and/or CAM and Control
- Utilities, Verification, and Misc. Software
- Online Raster to Vector File Conversion
which is an implementation of:
- Auto-Trace Bitmap
to Vector conversion freeware
- Marvin
Klotz's Utilities are a collection of home shop
oriented computer programs.
- CNC simulator,
while a little funky to get running, is a really good free NC code
verification program
- WinTopo a free
bitmap to vector conversion program, that will output a .dxf file. *
- Involute and Cycloidal Gear-Wheel
GCode Generator Looks useful.
- Scan2CNC which allows
you to scan a line drawing and convert that to G-Code
- Single Stroke Engraving Fonts
*
- NCPlot's Free Single Stroke Engraving
Conversion.
- Cutviewer is a powerful CAM
toolpath verification program.
- David Scanner, desktop
laser scanning with a line laser, alignment jig and webcam. Free demo
that works ok.*
- Meshlab, useful for all
sorts of mesh manipulation and conversion.*
- Inkscape, an open source
vector drawing program, will output a dxf and has a great bitmap to
vector function.*
- Intracad
Grasp 3D Laser Scanning Alpha (free for now?).
- pstoedit
is a Postscript and PDF conversion to other vector formats
program.
- Hershey Text, An
Inkscape extension for single line Hershey engraving fonts (which
you'll have to export as PDF and bring into your CAD program...)
- Hypr3D,
A Cloud based 3D Scanning program
- My3dscanner, Another
Cloud based 3D Scanning program
- FreeDOS, a free
DOS-compatible operating system that can be used to play games, run
legacy software, or support embedded systems (like TurboCNC)*
Hardware
- Dan Mauch's Camtronics
is a great source for DIY CAD-CAM
- Xylotex
sells machine controllers and has excellent
support, Jeff is a frequent contributor to the Taig yahoogroup. I used
to use a
Xylotex controller on one of my Taig mills and it performed flawlessly.
*
- CNC on a Budget
has some cool products for the DIY CNC machine
- IMService
sells controllers and steppers and systems.
- CNC Electronics
has parts for larger CNC mills.
- GeckoDrive CNC stepper
drives, I now use G540 based controllers on both of my Taig mills.*
- Ohmikron
Corp has
Breakout Boards and a slew of excellent articles on CNC.
- Jameco Electronics, Xylotex kept sending me to their site for
all the components I needed, so why not a link?*
- Newark electronics components.*
- Mouser electronics components.*
- Digikey electronics components.*
- Automation
Technology, Inc. Stepper motors (used to be Keling).
- UC100 USB Motor Controller for those needing a USB option, this is the adapter Taig currently sells.
General Machining
Information, Links and Instruction
Resources:
Instruction:
Miscellaneous Mechanical Links
Machine Shop, Tool and
Material Suppliers
- MSC has an
enormous free catalog of metalworking supplies (an ideal place to buy
toolbits etc. for the Taig) and they don't mind at all selling to the
home machinist.
- Amazon
Industrial and Scientific
 . A
good place to check prices against MSC and McMaster.
. A
good place to check prices against MSC and McMaster.
- Surplus Center
has motors and other mechanical items.
- Reid Tool Supply is a
great place for some hard to find machine shop supplies.
- If
you are down in Roseburg, Oregon, HPS, my favorite used tool dealer is
located near the airport. Tell them I sent you.
- Discount Tools seem to
have good prices.
- American Carbide
seems to have good prices, anyone have any experience with them?
- Bits
& Bits makes engraving cutters, wax milling
cutters, end mills and has diamond drag engraving bits. Paul is a great
guy and runs an excellent company. A must for all wax carving and
jewelry work on the Taig CNC mill.
- 2L Has some
engraving tools.
- Stock Drive Products
has an online store, with prices, useful products great for
making small machines.
- Little Machine Shop
sells small accessories for import Minilathes and Mills, some will fit
the Taig products.
- US Shop Tools
has low prices, haven't used them myself.
- Martin Model and Pattern sells
models, castings and will make castings for you.
- Brownell's Gunsmithing
Supplies (lots of hard to find tools even for non-gunsmithing...)
- Bal-Tec
Precision
Balls
- McMaster
Carr has
everything you need for machining and
projects. Really.
Mailing
Lists, Web
Based Discussion Groups, Usenet Groups
Every day there are more and more machine shop
related forums
being created on the web. Here are a few of the longer lasting and
busier ones. For specific machines it is always a good idea to check
yahoogroups for dedicated forums.
Books and
Magazines
Links to my
non-metalworking pages, email, etc.
All information contained on this page and all pages
located
on cartertools.com, or other server space used by Nicholas Carter,
copyright Nicholas Carter* 1998-2024. No part or the entirety of these
pages may be reproduced without the permission of Nicholas Carter.
(*except works and pictures by other contributors who retain their
copyright )
{kind=link}