 |
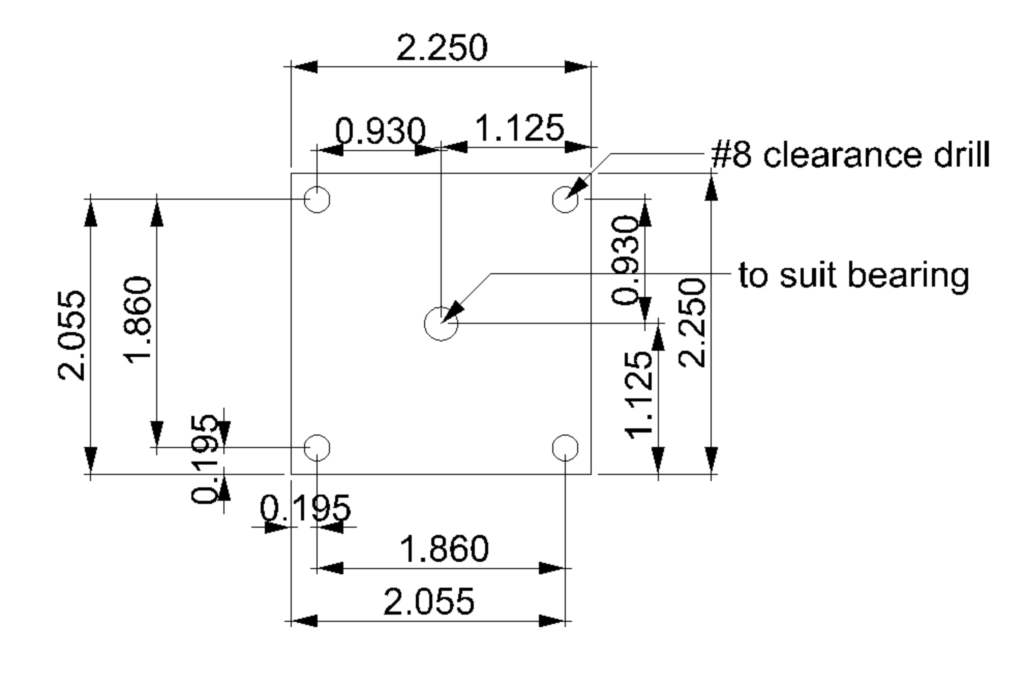
| Basic
dimensions of the plate. Drill the clearance holes for the #8 screw
oversize so you have wiggle room. The bearing hole should be a press
fit w/ whatever bearing you make. |
 |
| Need to make a plate that couples that crank with the stepper mount. The stepper mount is tapped. |
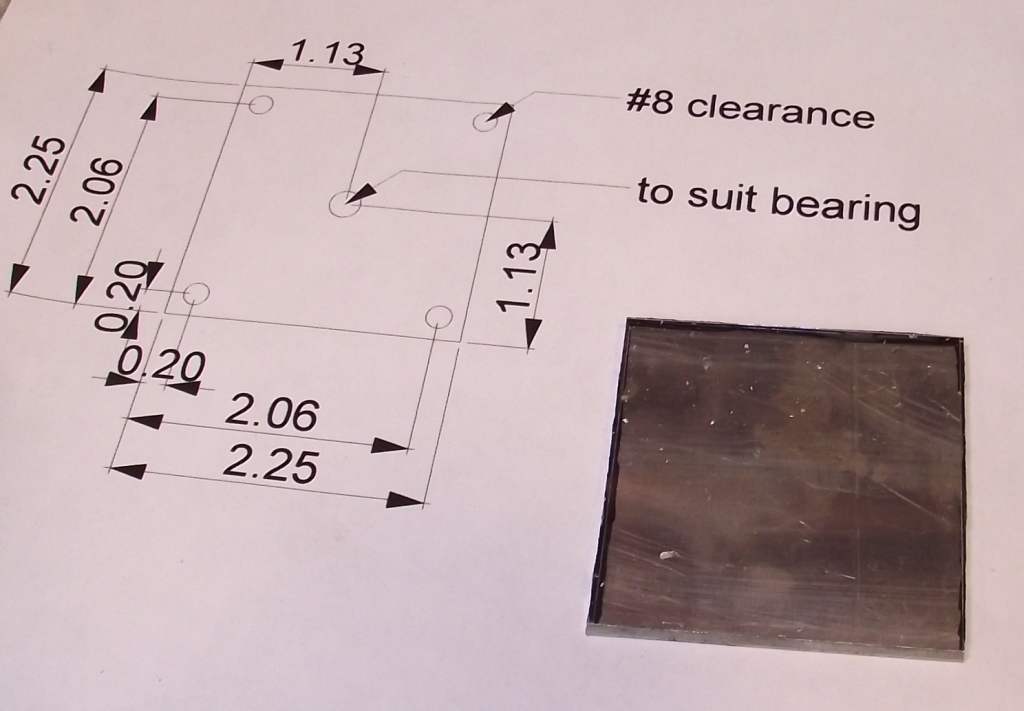 |
| Some scrap plate cut roughly to size before milling. I think it was .156" thick. You could use any thickness you wanted. |
 |
| Milling to size. |
 |
| Finding edges. |
 |
| Drilling the mount holes. |
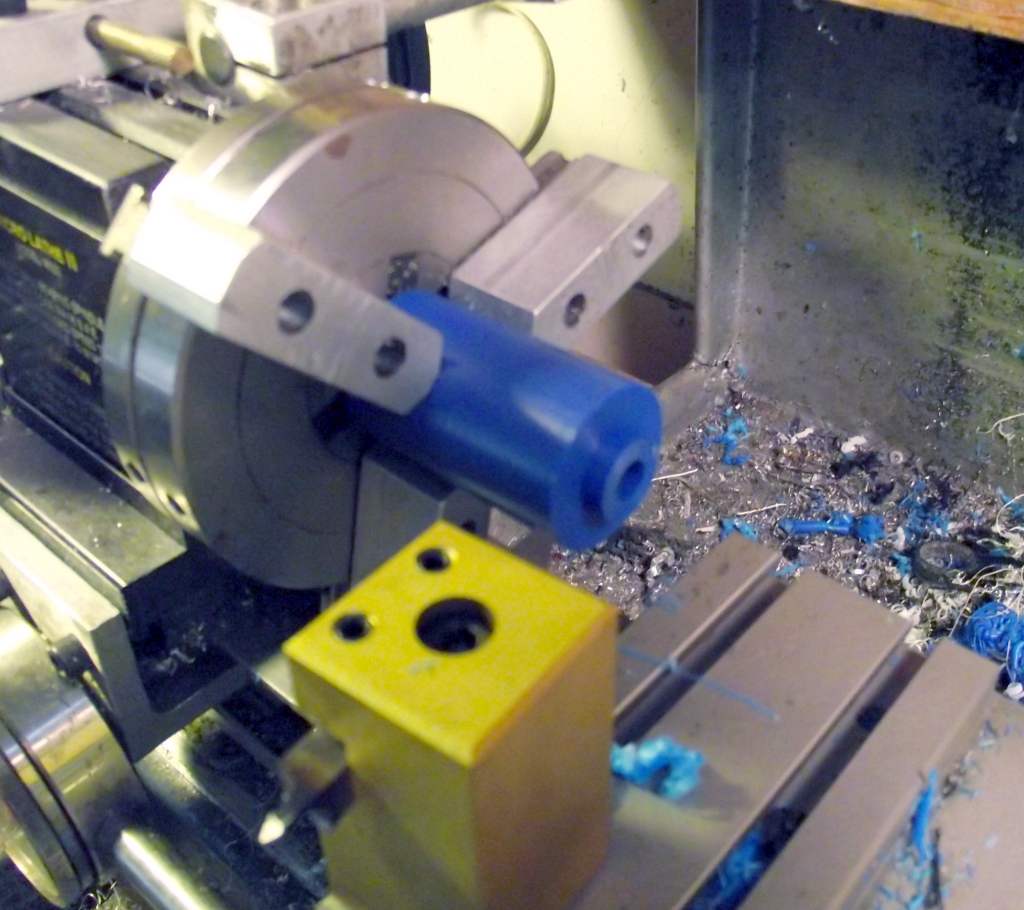 |
| Turning the bearing from Acetal. Brass or any other bearing material would work. |
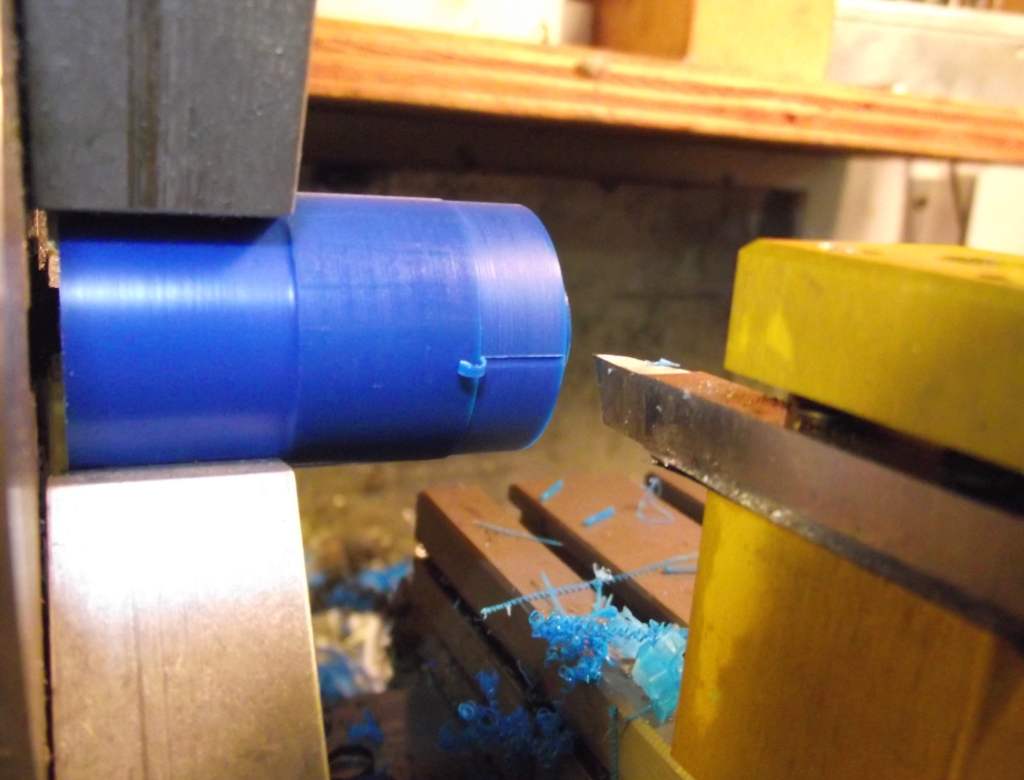 |
| Scribing an index mark. |
 |
| Drilling
the hole. If I had planned better I would have gone with a 3/8" hole
& 3/8" bearing minor OD. I had to use a stubby drill for a 1/2"
hole... |
 |
| Filing a flat on a length of 1/4" steel shaft for the setscrew that couples the shaft to the shaft coupler. |
 |
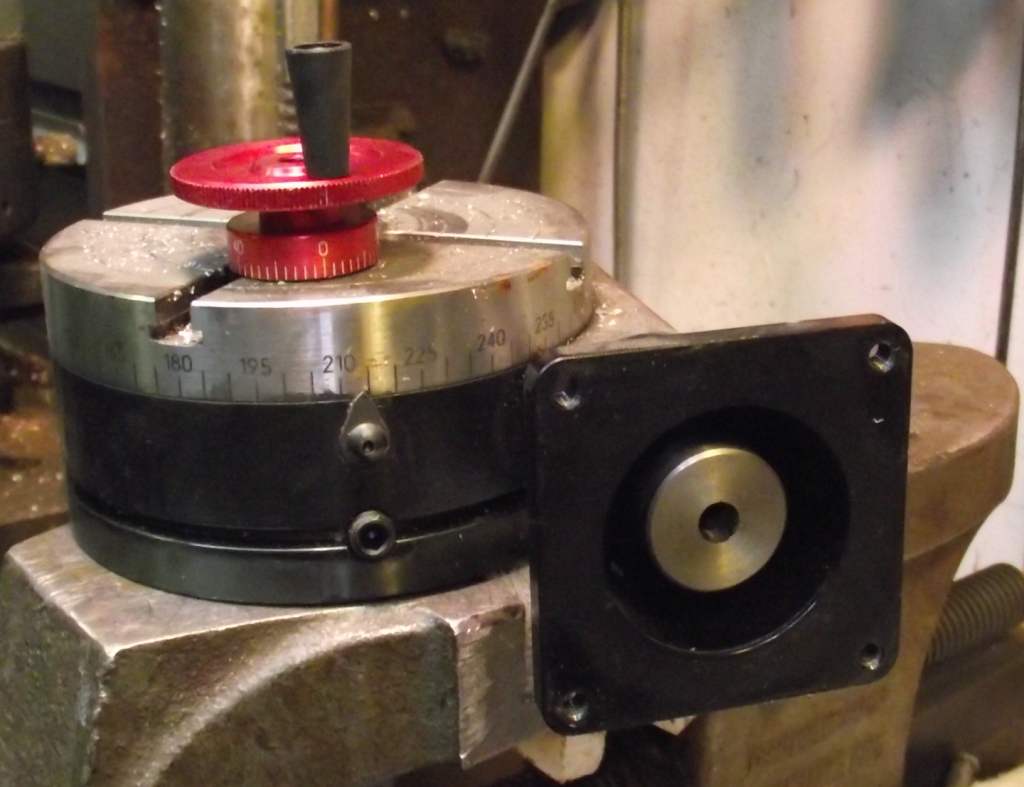
| Mounted.
If you use something slippery for the bearing you may need to add a dab
of glue or in my case a couple of prick marks inside the bore of the
plate to keep it snug. |
 |
| Now the CNC ready rotary table can be used manually. |