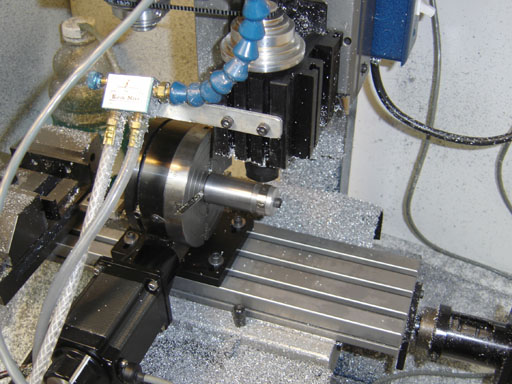
For the past few months I have been playing with various methods for producing
jewelry with my Taig CNC milling machine. Felice and I have been making jewelry
for 20 years, but I haven't worked at it much since the kids came along. This
changed when we started our
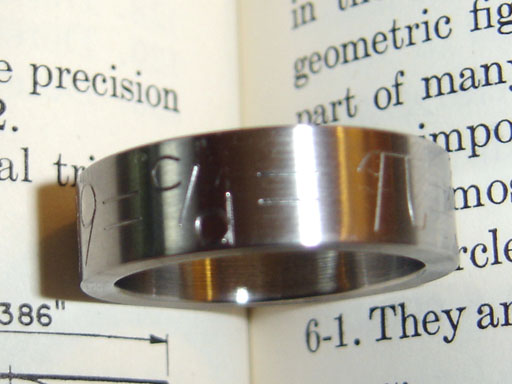
store on etsy.com, which allowed us to show pieces that were a bit unusual
(geeky) which wouldn't ordinarily sell in our usual venues. I have achieved
a small measure of success (that is, I have sold them!) with the designs shown
in this article.
Often jewelers will buy a CNC milling machine for one purpose, to make waxes
used in investment casting. I think that in order to innovate or just to use
a machine that may lay idle between custom waxes, a jeweler needs to look at
tools not for what they know they can do or what they bought them specifically
for, but what they might be able to do. So, in the spirit of thinking outside
the box I embarked on the series of experiments shown here.